Home /
Flatness for Stainless Steel Sheet and Plate Product
We would prefer if all plate and sheet were “flat.” Unfortunately, the reality is quite different, and the standard commercial specifications to which these products are produced recognize this reality. The requirements on the flatness of the plate and sheet products sold by Penn Stainless Products vary considerably by the type of product, by alloy, by thickness, and by the size of the piece.
AMS and ASTM standards cover the flatness requirements for most plate and sheet items as produced by the mill. In particular, specifications A 480 and AMS 2242 cover many of the stainless steel flat products. It is important to remember that these tolerances apply to the MILL produced product, where they have specialized equipment to perform flattening operations.
WHY PLATES CAN BE OUT-OF-FLAT
Plates can be out-of-flat for a number of reasons. First, when plates are hot rolled, they are subject to uneven cooling. This can result in variations in thickness and temperature gradients, resulting in uneven residual stresses. As the plates cool, they will distort from the flat condition they appeared to have while being rolled, and annealing of the plates will add further distortion. The flattening equipment restores the flatness of the plate, within limits, by adding more residual stresses.
Second, since the finished mill plate is only “flat” because of the residual stresses imposed to hold it in place, anything that relieves those stresses will lead to a plate that is less flat. Cutting the plate into smaller sections, exposing it to heat (plasma cutting or welding) or machining away surfaces all result in a relief of stresses that can affect flatness.
Further, plates that are flat when loaded for shipment can end up bowed by the time they reach their destination due to the movement of the trucks. For this reason, plates cut from mill master plates are not subject to the same tolerances on flatness. In fact, there are technically no tolerances for such products, but we generally attempt to hold the mill tolerances for cut pieces.
FLATNESS REQUIREMENTS FOR PLATE
The flatness requirements in ASTM A 480, for plates produced to A 240, is to place the 36” rule on the concave side so both ends of the rule are in contact with the plate surface. The gap thus created is not to exceed the amount shown in the table below.
Plate ASTM A 480 Tolerances
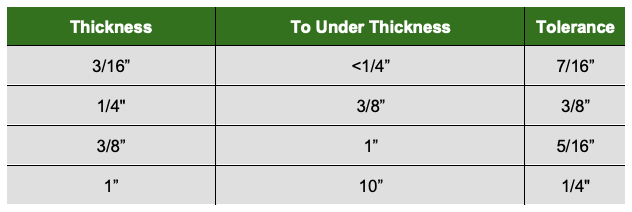
Two additional notes: if the longer dimension is under 36”, then the tolerance is ¼”; and if the minimum specified yield strength of the material exceeds 35 KSI, the values are multiplied by 1-½ (2205, 2507 etc. would be included in the material that exceeds the 35KSI). The AMS tables on flatness are different, depending on length and width, but result in similar tolerances.

FLATNESS REQUIREMENTS FOR COIL
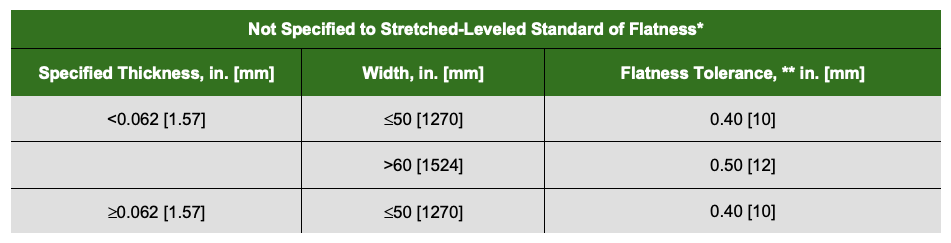
The flatness requirements in ASTM A 480, for sheet coil leveled to A 240, is to place the sheet on a flat surface with the bow facing upwards and measure the deviation from the horizontal flat surface.
Cold Rolled Coil Processed to Cut Lengths
Hot Rolled Coil Processed to Cut Lengths
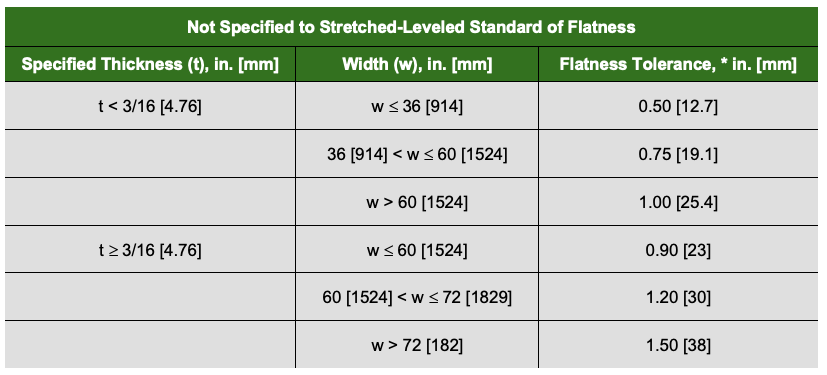
Note: Although ASTM does not note the same tolerance for material with a min KSI of 35, it is safe to assume that these grades in coil product may experience a greater bow than standard 300 series plate coil.